








Правильный выбор рулонной стали оказывает прямое, измеримое влияние на качество, выход и работоспособность продукции. стальная полоса вы подаете в последующие процессы. Неправильный выбор рулона может привести к появлению заусенцев, выпуклости, несоответствующей ширине прорези и непредвиденному браку - все это повышает стоимость и нарушает производственный процесс.
В этом руководстве, Сталь Вэйцзюньли, a ведущий поставщик стали, В ней команды, занимающиеся закупками и проектированием, рассмотрят технические и коммерческие критерии, которые имеют значение при покупке рулонов, предназначенных для резки на полосы.
Сначала поймите процесс продольной резки
Слайсинг - это продольная резка: широкий материнский рулон разделяется на множество узких полос вращающимися ножами, а затем сматывается в рулон. В отличие от поперечного раскроя, продольная резка создает уникальные нагрузки на материал (контакт с ножом, локальный сдвиг, дифференциальное натяжение между полосами). Некоторые рулоны выдерживают эти нагрузки лучше, чем другие; выбор неправильного рулона увеличивает дефекты кромок, выпуклость и образование заусенцев.
Тип основной стали: Подберите материал в соответствии с применением
Различные подложки ведут себя по-разному в процессе продольной резки на стальную полосу, и в итоге используются по-разному:
- Холоднокатаная сталь (CR): Наилучшее качество обработки поверхности и самые строгие допуски. Предпочтительны для прецизионной обработки стальная полоса используется для штамповки, изготовления панелей для приборов и предварительной окраски.
- Оцинкованная (GI): Обеспечивает защиту от коррозии, но требует внимания к весу покрытия и поведению кромок (цинк может размазываться), а также контроля “накопления цинка” на ножах для предотвращения отклонения зазоров при длительной работе. Применяется, когда требуется защита от ржавчины без покраски.
- Гальвалюм / покрытие Al-Zn (GL): Обладает превосходной коррозионной стойкостью и теплоотражающей способностью; требует тщательного контроля при продольной резке, поскольку хрупкость покрытия может повлиять на качество кромки и привести к образованию микротрещин в зоне сдвига.
- Горячекатаный травленый и промасленный (HRPO): Экономически эффективна для более тяжелых полос, но имеет больший допуск по толщине и большее остаточное напряжение.
Выбирайте тип основы в зависимости от требований к последующей эксплуатации: косметические панели требуют CR, структурные или защитные полосы могут использовать GI/GL или HRPO.
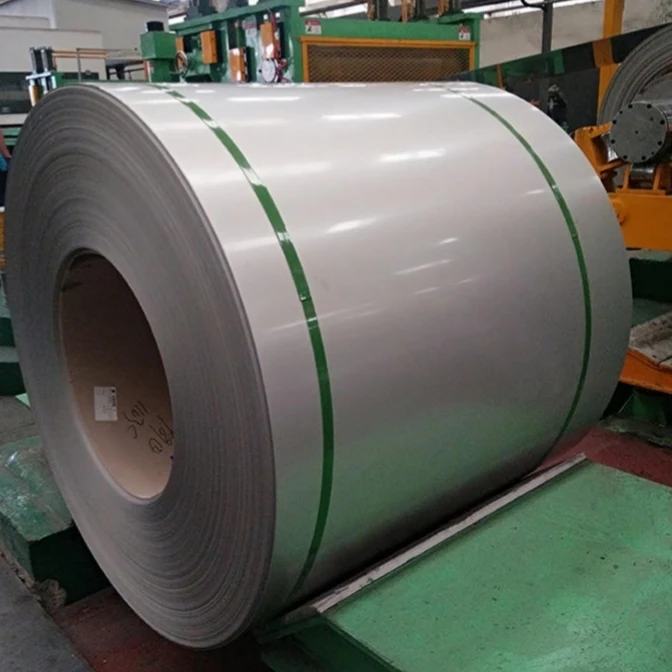
Холоднокатаная рулонная сталь
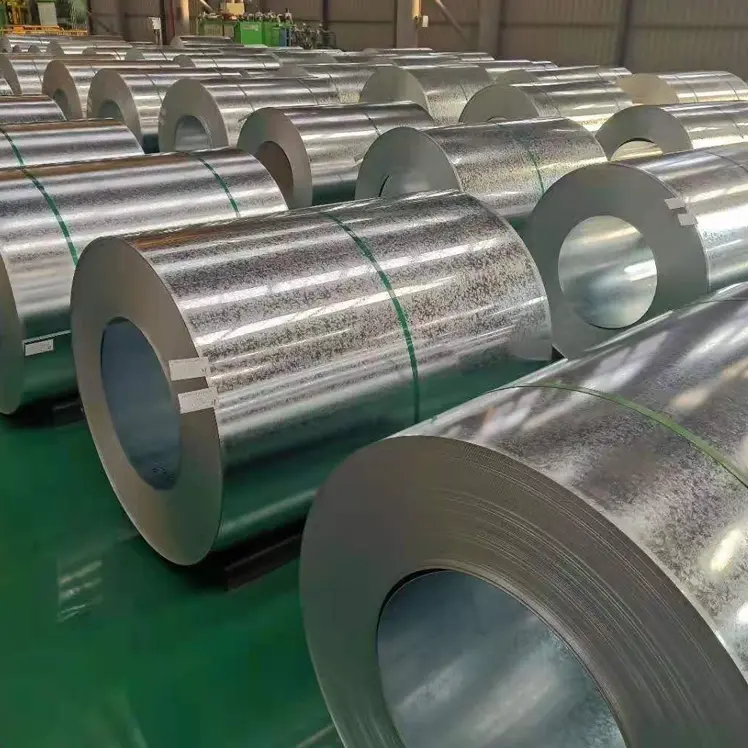
Рулонная сталь Gavalume

Горячекатаный рулон пикелированной и промасленной стали
Планирование толщины, ширины и допусков
Точность в толщине и ширине не является обязательным условием для многих производственных линий:
- Однородность толщины поперек рулона уменьшает отклонение пружины и помогает сохранить форму кромки после продольной резки. Укажите максимальную допустимую погрешность поперек рулона (например, ±0,02 мм).
- Ширина родительского рулона в сравнении с шириной конечной полосы: Планируйте раскрой так, чтобы потери обрезков были минимальными. Ширина родительского полотна должна обеспечивать оптимальное расположение полос без излишних остатков обрезков.
- Складывание допусков: Рассмотрите, как складываются допуски на рулон, допуски на продольную резку и допуски на последующую формовку. Запросите четкие допуски для родительского рулона и целевой полосы.
Минимальная практическая ширина щели зависит от оборудования и материала; перед заказом рулонов уточните этот вопрос у поставщика продольно-строгального станка.
Механические свойства и производительность продольной резки
Прочность, пластичность и твердость материала влияют на качество кромок и износ инструмента:
- Предел текучести и растяжения: Повышенная прочность увеличивает усилие резания и износ ножа; для очень высокопрочных рулонов могут потребоваться специальные материалы для ножей или более низкие скорости.
- Удлинение: Низкое удлинение может привести к растрескиванию кромок при гибке или формовке; для глубокой вытяжки или формовки полос в рулонах выбирайте марки с более высокой прочностью.
- Твердость: Более твердые материалы увеличивают износ ножа и могут привести к появлению заусенцев; планируйте интервалы технического обслуживания соответственно.
Чтобы избежать неожиданностей, сопоставьте механический профиль рулона с предполагаемым процессом формовки.
Состояние поверхности и материалы с покрытием
Состояние поверхности влияет на характеристики продольной резки и внешний вид конечной стальной полосы:
- Отделка поверхности: Светлые / обработанные шкуркой / матовые поверхности имеют различные характеристики смазки и истирания. Для декоративных работ требуются более чистые поверхности с минимальными дефектами.
- Вес и однородность покрытия (GI/GL): Неравномерное покрытие приводит к неравномерному сдвигу при резке и неравномерному виду кромки. Всегда запрашивайте данные о массе покрытия (г/м²).
- Предварительно окрашенные или предварительно отпечатанные рулоны: Если вы режете материал с предварительным покрытием, защитная пленка, обмотка и инструменты необходимы для предотвращения царапин и сколов кромок.
Укажите, требуется ли вам защитная пленка, чередование или специальная очистка перед резкой.

Геометрия и обработка катушки
Размеры и геометрия рулона должны соответствовать как оборудованию для продольной резки, так и вашей последующей линии:
- Внутренний диаметр (ID) и внешний диаметр (OD): Они влияют на посадку разматывателя и зацепление оправки. Несоответствие может привести к телескопированию или биению.
- Вес катушки: Убедитесь, что ваш разматыватель/разматыватель и погрузочно-разгрузочное оборудование могут безопасно управлять массой рулона.
- Регулировка развала-схождения и установка катушек: Чрезмерный изгиб приводит к блужданию полос; проверьте родительские катушки на предмет пределов изгиба, приемлемых для вашего процесса.
Подтвердите спецификации рулонов в PO и попросите поставщиков предварительно проверить геометрию рулонов перед отгрузкой.
Ожидания качества кромок после продольной резки
Четко определите приемлемые условия на краю:
- Высота бура: Определите максимально допустимый заусенец как <10% толщины материала (например, <0,1 мм для 1-миллиметровой полосы).
- Опрокидывание и разрушение краев: Некоторые операции формования чувствительны к перекатыванию. Указывайте требования к кромке в документах о закупках для конкретного применения.
- Планирование потери веса: Попросите поставщиков представить примерный объем обрезков для каждого рулона.
Четкие спецификации кромки уменьшают количество переделок и помогают поставщикам правильно устанавливать зазоры и скорости лезвий.
Выбор катушки с приводом для конечного использования
При выборе катушки руководствуйтесь ее назначением:
- Штамповка / глубокая вытяжка: Отдайте предпочтение холоднокатаным рулонам DDQ/EDQ с высокой формуемостью и низким содержанием включений.
- Рулонные профили/профили: Стабильная толщина и низкий изгиб являются ключевыми факторами; в зависимости от нагрузки может быть достаточно холоднокатаного проката средней прочности или HRPO.
- Сварные детали/трубы: Для получения надежных сварных швов учитывайте чистоту рулона и металлургию кромок.
Работайте с инженерами, чтобы сопоставить требования конечного пользователя с атрибутами катушек перед проведением RFQ.

Возможности поставщиков, контроль качества и документация
Технически способный поставщик снижает риск:
- Постоянство источника мельницы: Отдавайте предпочтение поставщикам, которые могут обеспечить постоянство партий мельниц или отслеживать нагрев.
- Опыт работы со строгальными станками и инструментами: Проверьте материалы, из которых изготовлены ножи, процедуры замены ножей и периодичность технического обслуживания.
- SPC и прослеживаемость: Требуйте образцы диаграмм SPC, отчеты о первом витке и идентификаторы нагрева/витка с каждой поставкой.
- Тестирование: Запросите MTC, отчеты о массе покрытия и предотгрузочные фотографии для первых заказов.
Эти средства контроля обеспечивают стальная полоса прибывающие на вашу линию, ведут себя предсказуемо.
Стоимость, урожайность и коммерческие компромиссы
Сбалансируйте цену за тонну с полезной производительностью:
- Обрезки снижают выход годной продукции; договариваться о цене с реалистичными предположениями о чистой доходности.
- MOQ и планирование: Небольшая нестандартная ширина увеличивает стоимость установки; сгруппируйте аналогичные размеры, чтобы снизить стоимость.
- Общая стоимость владения: Более дешевые катушки, которые приводят к простоям или переделкам, редко бывают экономически выгодными.
Попросите поставщиков провести моделирование выхода продукции и сравнение общих затрат для возможных вариантов катушек.
Заключение
Выбор подходящего рулона для продольной резки - это междисциплинарное решение, сочетающее в себе материаловедение, совместимость оборудования и коммерческое планирование. Начните с конечного использования, определите измеримые критерии приемки (толщина, кромка, изгиб) и работайте с поставщиками, которые предоставляют прослеживаемую документацию и демонстрируют опыт продольной резки. Поступая таким образом, вы преобразуете стальная полоса Закупки из ценового упражнения превращаются в предсказуемую стратегию поставок, которая обеспечивает бесперебойную работу производства и снижает общие затраты.
О компании Weijunli Steel

Компания Weijunli Steel является ведущий поставщик и переработчик стали, сосредоточенный на предлагая оптовые поставки рулонной стали, стальной полосы, стального листа и стального листа и доставляя индивидуальные стальные решения для промышленного и строительного применения.
Являясь прямым оптовым партнером по производству стальной полосы, мы работаем в соответствии с международно признанными стандартами безопасности и производства, чтобы обеспечить стабильное качество и постоянный выпуск продукции. Наши возможности обработки позволяют подбирать спецификации, покрытия и отделку в соответствии с практическими требованиями проекта, что делает нас надежным выбором для долгосрочных поставок.




