








Стальные рулоны превращаются в полосы точного размера для формовки, штамповки, производства труб и других последующих процессов.
В качестве оптовый поставщик стали, Компания Weijunli Steel с удовольствием объяснит всю последовательность продольной резки на современных линиях, выделит критические технические параметры и даст практические рекомендации, которыми могут воспользоваться специалисты по закупкам и инженеры при выборе материала для продольной резки.
Что такое продольная резка рулонной стали?
Продольная резка рулонной стали - это процесс продольной резки, при котором широкий стальной рулон делится на несколько узких полос с помощью ротационных ножей, а затем сматывается в рулон. В отличие от операций продольной резки, при продольной резке особое внимание уделяется точности ширины, качеству кромок и контролю натяжения. Полученные стальные полосы легче обрабатывать, они лучше подходят для автоматизированного оборудования и оптимизированы под конкретные требования конечного использования.
Пошаговый процесс продольной резки (практическая работа)
Ниже представлен полный рабочий процесс продольной резки рулонной стали, согласованный с реальными производственными линиями и часто встречающийся на промышленных операциях продольной резки.
1. Нагрузка на катушку (нагрузка на разматыватель)
Рулон помещается на разматыватель с помощью крана или вилочного погрузчика.
Операторы должны проверять совместимость внутреннего диаметра, подтверждать ориентацию катушки, фиксировать катушку с помощью патронов или стопорных колец, проверяя номер нагрева и идентификатор катушки, чтобы сохранить прослеживаемость на протяжении всего производства.
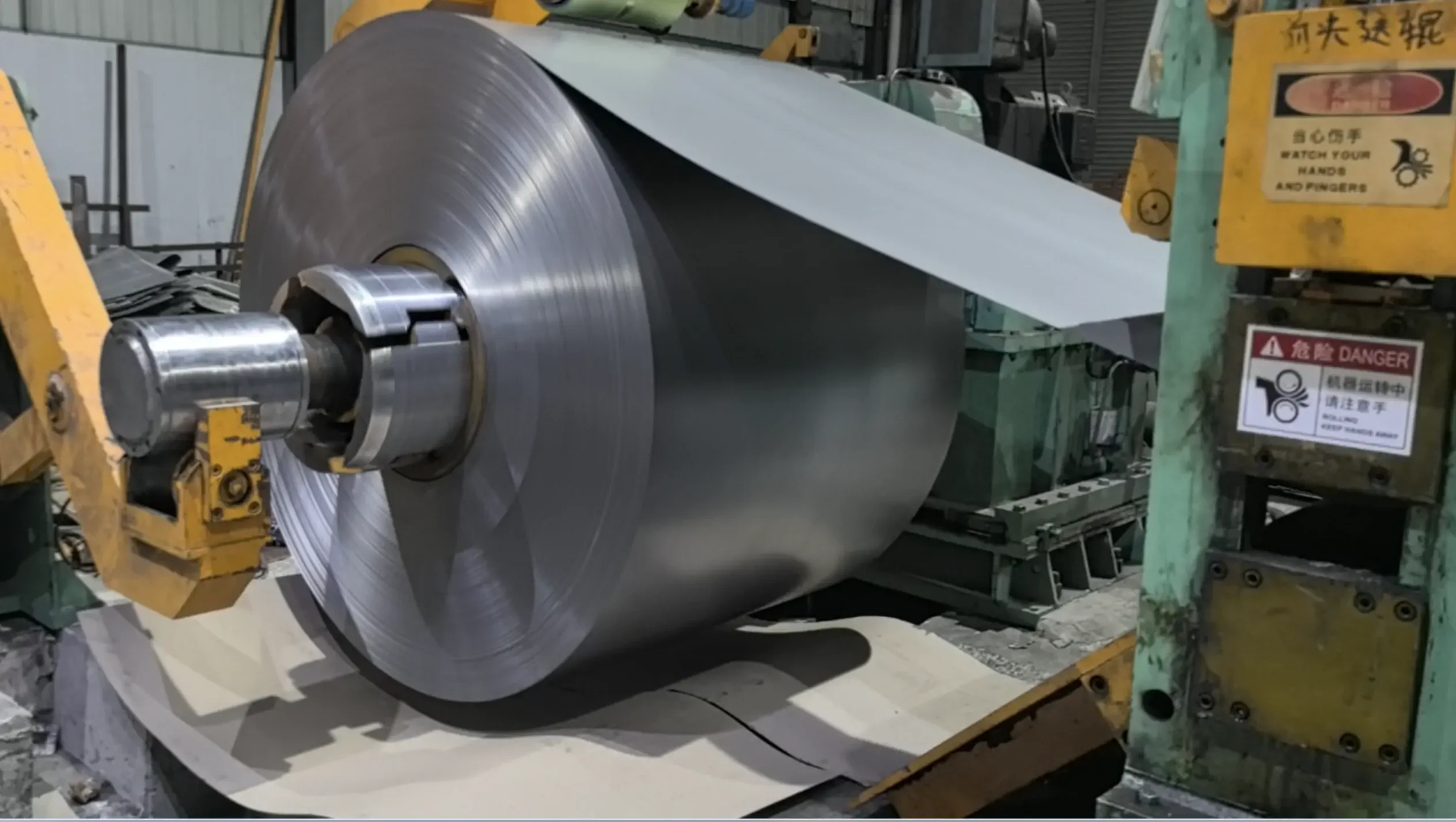
2. Разматывание
Разматыватель расширяется для поддержки ID рулона, и лента подается в линию.
Во время запуска скорость линии и натяжение спины постепенно увеличиваются, при этом контролируется биение и стабильность катушки для предотвращения телескопирования, разрушения краев или внезапного провисания.
3. Нарезка резьбы / подводка
Головка ленты направляется в линию либо вручную, либо с помощью автоматизированной системы заправки.
Правильная обрезка головки и временное крепление обеспечивают плавную подводку, защищают кромки ножей при первом зацеплении и снижают риск перекоса полосы.
4. Выравнивание / выпрямление
Многорулонный выравниватель снимает остаточные напряжения в рулоне и внутренние напряжения.
Зазоры между валами и усилие выравнивания регулируются в зависимости от ширины и марки материала, что позволяет получить плоскую полосу, обеспечивающую постоянный контроль ширины и стабильную производительность продольной резки.

5. Прорезь
Это важнейшая часть процесса осадки рулонной стали. Роторные верхний и нижний ножи выполняют продольные разрезы, определяющие конечную ширину полосы.
Расстояние между ножами, зазор между ними и скорость резки устанавливаются в зависимости от толщины и твердости материала, а состояние и охлаждение ножей контролируются для минимизации высоты заусенцев и деформации кромок.

6. Намотка лома
Обрезанные края обрезков наматываются отдельно на специальные барабаны для обрезков.
Это предотвращает запутывание обрезков в готовых полосах, стабилизирует натяжение линии и позволяет регистрировать вес обрезков для анализа выхода продукции и оптимизации процесса.
7. Натяжение и разделение полос
После продольной резки отдельные полосы проходят через натяжные валы и сепараторы.
Системы управления натяжением с замкнутым циклом обеспечивают равномерное натяжение ленты, а сепараторы предотвращают контакт ленты и снижают риск появления царапин на поверхности или проблем со слеживанием.

8. Повторная намотка (законченная намотка)
Каждая стальная лента перематывается в готовую катушку под контролем крутящего момента.
Параметры разматывателя, такие как натяжение обмотки, давление на оправку и схема намотки, регулируются для получения концентрических, плотно упакованных рулонов, которые соответствуют требованиям заказчика по ID и OD.

9. Обработка готовых рулонов и автономная линия
Готовые рулоны снимаются с разматывателя, взвешиваются, маркируются и подготавливаются к отправке.
Окончательный контроль подтверждает целостность рулона, состояние поверхности и качество упаковки, при необходимости наносится защитная пленка или прослойка для предотвращения повреждений при транспортировке.
Основные технические параметры, которые должны указывать покупатели
Чтобы обеспечить стабильные результаты при продольной резке рулонной стали, покупатели должны четко определить:
- Ширина полосы и допуск
- Постоянство толщины и разброс размеров
- Состояние кромки (высота заусенцев, пределы волны кромки)
- Требования к развалу и плоскостности
- ID, OD и максимальный вес катушки
- Состояние поверхности и требования к защите
- Стандарты упаковки и маркировки
Распространенные дефекты, их причины и профилактика
Вот проблемы, которые могут возникнуть при резке рулонной стали:
- Заусенцы / неровный край - неправильный зазор между ножами или затупившиеся лезвия. Предотвращается путем ухода за ножом и правильной настройки зазора.
- Кембер (кривизна кромок) - неравномерное натяжение или асимметричное выравнивание. Предотвращается правильным контролем натяжения и настройкой нивелира.
- Повреждение краевой волны / краевой обрезки - натяжение при намотке или поврежденные направляющие. Предотвратите их с помощью контролируемого натяжения обмотки и обслуживания направляющих.
- Телескопические / свободные катушки - неправильное натяжение катушки во время сматывания. Предотвратите это с помощью калиброванного контроля крутящего момента и проверки посадки сердечника.
- Царапины на поверхности - плохое обращение, дефектная упаковка или посторонние частицы на рулонах. Предотвратите их с помощью защитных пленок, чистых поверхностей рулонов и аккуратного обращения.
Настаивайте на наличии у поставщика диаграмм SPC (статистического контроля процесса) и проверок при приемке первого рулона.
Контроль качества и практика тестирования
Надежный контроль качества на линиях продольной резки стальных рулонов обычно включает:
- Предварительный контроль катушек (поверхность, смазка, измерение идентификатора)
- Проверка первой полосы: проверка ширины, толщины, кромки, изгиба и натяжения катушки перед полным прогоном.
- Встроенные датчики: отслеживание кромки, измерители натяжения, термопары для охлаждения ножа, где применимо
- Окончательная проверка и фотографирование каждого готового рулона
- Прослеживаемая документация: идентификатор катушки, номер нагрева, настройка машины и подпись оператора
Для критических партий требуются образцы вырезанных деталей и производственные испытания перед принятием полного объема.
Соображения покупателя и логистика
При поставке стальных полос с просечками в качестве оптовый поставщик стали, Мы помогаем клиентам найти баланс между техническими требованиями и эффективностью поставок.
- MOQ и урожайность: При продольной резке рулонов стали производится обрезка кромок. Мы уточняем минимальную ширину прорези и предоставляем оценку выхода продукции в зависимости от расположения рулона.
- Время выполнения: График продольной резки и настройка ножей могут повлиять на поставку. Критические размеры могут быть запланированы заранее для обеспечения стабильных поставок.
- Совместимость с оборудованием: ID, OD и вес рулона подтверждены, чтобы соответствовать оборудованию заказчика для размотки.
- Упаковка: Для окрашенных или предварительно покрытых полос предлагается защитная пленка или прослойка; при транспортировке на дальние расстояния может быть добавлена защита от влаги.
- Возможности процесса: На наших операциях продольной резки соблюдается стандартная настройка ножей и проверка в процессе производства, что обеспечивает постоянную ширину и качество кромки.
В новых проектах рекомендуется провести короткую пробную эксплуатацию одного или двух рулонов, чтобы убедиться в их эффективности до начала поставок.

Заключение
Продольная резка рулонной стали это обманчиво простой, но технически сложный процесс, соединяющий производство сырых рулонов и автоматизированное производство. Для OEM-производителей и изготовителей четкие спецификации, ранние проверочные испытания и целевые требования к качеству поставщиков позволяют предотвратить дорогостоящие сбои в процессе производства. Записанные в RFQ и соглашениях о качестве, эти элементы управления процессом гарантируют, что полоски с прорезями будут готовы к подаче на ваши предприятия с предсказуемым выходом и целостностью поверхности.
О компании Weijunli Steel

Помимо идентичности оптовый поставщик стали, Компания Weijunli Steel является стальной процессор также. Наш завод оснащен специальными технологическими линиями для точной продольной резки стальных рулонов. Мы можем предоставить оптовые поставки стали и индивидуальные стальные решения с возможностью предоставления услуг по обработке.
На каждом этапе мы следуем стандартным операционным процедурам, соответствующим международным требованиям безопасности и качества, что обеспечивает стабильность характеристик всех партий. Благодаря опытному техническому персоналу, контролирующему производство и контроль, мы обеспечиваем стабильность технических характеристик и надежность поставок.
Эта интегрированная возможность позволяет Сталь Вэйцзюньли для точного решения различных задач, что делает нас партнером по переработке, которому клиенты могут доверять.




