








A seleção não é apenas uma caixa de verificação técnica; é uma decisão estratégica que define a integridade da sua linha de produção. Aço HRPO (laminado a quente, decapado e oleado) e o aço laminado a frio têm vantagens claras - mas adaptam-se a perfis de peças e estratégias de produção muito diferentes na estampagem de ferragens.
Neste artigo, a Weijunli Steel, uma líder no fornecimento e transformação de aço, fornece às equipas de aquisição e engenharia um quadro de decisão prático para que possa especificar o material correto, evitar falhas dispendiosas no terreno e redigir pedidos de cotação que protejam efetivamente a produção.
Resposta rápida: O aço HRPO pode ser usado para estampagem?
Sim.
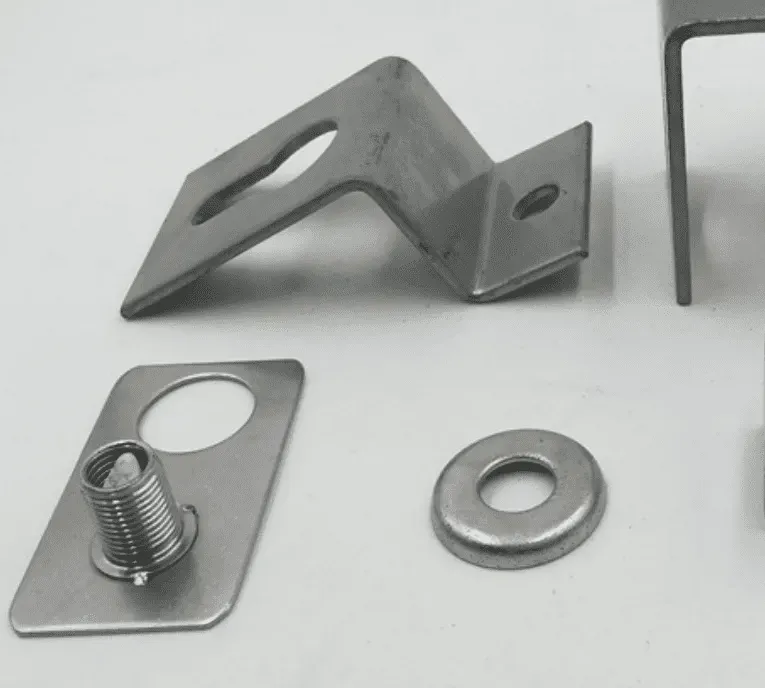
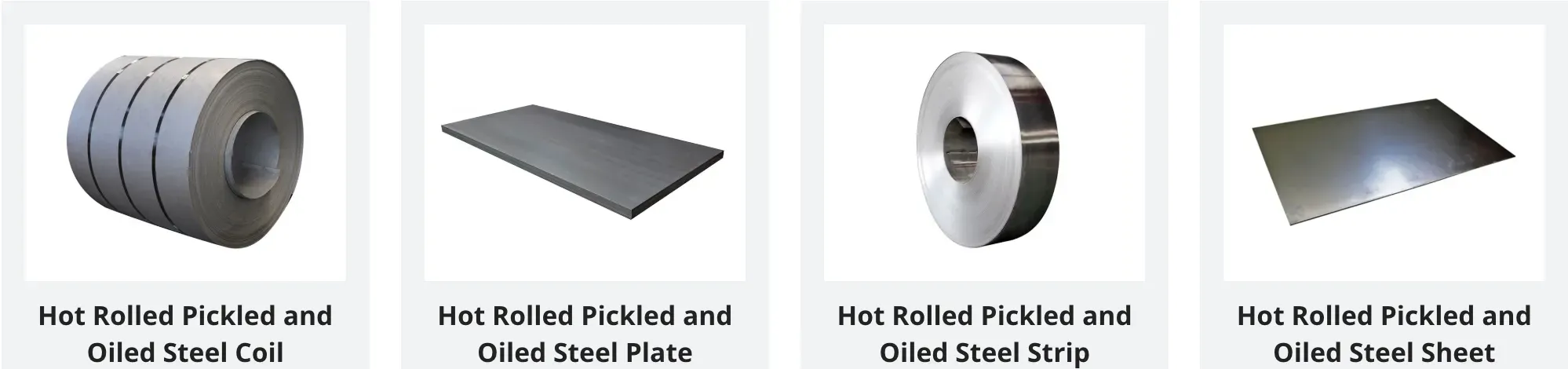
Aço HRPO é perfeitamente utilizável para muitas peças de ferragens estampadas. É especialmente rentável para componentes estruturais de espessura média, tais como suportes U/L, placas de montagem, clipes de reforço e outras peças que dão prioridade à resistência e soldabilidade em detrimento do acabamento estético (calibres típicos ~2,0-6,0 mm). No entanto, se a sua peça necessitar de perfurações densas, tolerâncias de montagem apertadas, estampagem profunda de um único golpe ou galvanoplastia de alto brilho, o aço laminado a frio é a escolha mais segura.
Aço HRPO vs. aço laminado a frio Escolha
As falhas de estampagem de hardware têm normalmente o mesmo aspeto no chão de fábrica: fissuras nos raios, retorno elástico excessivo, rebarbas demasiado grandes, má aderência da tinta ou do revestimento e lotes inteiros rejeitados porque a variação da bobina a montante quebrou um molde validado. Erros comuns de aquisição incluem a emissão de RFQs como “SPCC 1,0 mm” ou “HRPO 3,0 mm” - muito pouco detalhe.
A seleção correta não é uma compra de mercadorias; é uma decisão de processo ligada à severidade da conformação, às necessidades de acabamento da superfície e ao custo total de propriedade.
Principais diferenças que interessam aos compradores
Qualidade da superfície e risco de revestimento
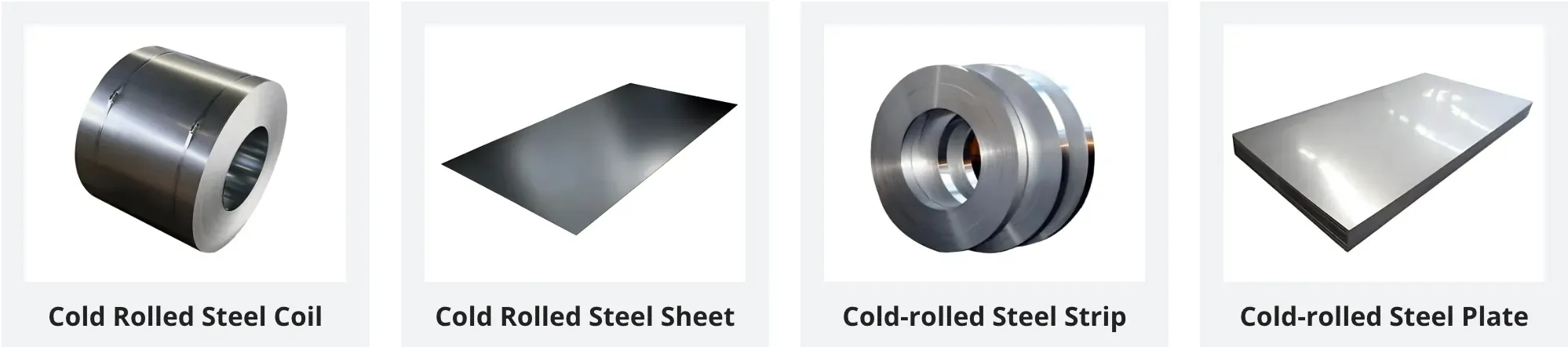
O aço laminado a frio tem uma superfície mais fina e uniforme (Ra mais baixo) e uma melhor planicidade, razão pela qual é o padrão para peças revestidas ou altamente visíveis. Aço HRPO é decapado com ácido e oleado, pelo que é mais limpo do que o aço preto laminado a quente, mas pode ainda apresentar marcas de lavagem com ácido, micropoços ou óleo irregular. Se planeia acabamentos cromados ou espelhados, opte por laminados a frio.
Gama de espessuras e eficiência de custos
O laminado a frio domina os calibres finos (≈0,3-3,0 mm). Aço HRPO cobre tipicamente gamas mais espessas (≈1,5-8,0 mm e superior) a um melhor custo por peça funcional. Para suportes espessos, placas de reforço e conjuntos soldados, Aço HRPO oferece frequentemente o melhor equilíbrio entre desempenho e preço.
Planicidade, estabilidade dimensional e consistência dos lotes
Os processos de laminagem a frio produzem tolerâncias de espessura mais apertadas e uma geometria de chapa superior, o que reduz o retorno elástico e o desvio da posição do furo. Aço HRPO podem apresentar maior variabilidade placa a placa e tensão residual - um fator crítico se as folgas de montagem forem pequenas ou as tolerâncias dos furos forem apertadas.
Formabilidade e risco de fissuração (trata-se de grau, não de regras gerais)
Alguns Aço HRPO estão disponíveis em equivalentes de repuxo profundo (equivalentes DD11-DD14) e podem formar bem. Mas as qualidades estruturais comuns de HRPO (família Q235/SS400) têm um alongamento mais variável e um maior risco de fissuração. As qualidades de repuxo profundo laminadas a frio (variantes SPCC/DC01) oferecem uma janela de conformação mais previsível para repuxos de um só golpe e raios apertados.
Controlo das rebarbas e desgaste das ferramentas
Porque Aço HRPO pode ser mais duro e ter um comportamento mais áspero dos bordos após o corte, o desgaste da ferramenta e o tamanho das rebarbas podem aumentar, traduzindo-se numa maior manutenção da matriz. Para matrizes progressivas de alta velocidade e estampagem contínua, os laminados a frio reduzem normalmente os custos de ferramentas ocultas.
Custo total vs custo oculto
Numa base por tonelada, o aço HRPO é normalmente mais barato, mas a verdadeira métrica é o custo por peça: a sucata, o retrabalho, a vida útil da matriz e as despesas de acabamento podem tornar um material aparentemente mais barato mais caro na prática. Modele sempre o custo total de propriedade por peça e não apenas o preço unitário do material.
Resumo
| Caraterística / Parâmetro | Aço laminado a frio (CR) | Aço HRPO (laminado a quente, decapado e oleado) |
| Qualidade da superfície | Suavidade superior (baixo Ra); por defeito para acabamentos cromados ou espelhados. | Decapado com ácido; pode apresentar micropoços ou marcas de lavagem; impróprio para o revestimento de espelhos. |
| Gama de espessuras | Optimizado para calibres finos (0,3 - 3,0 mm). | Ideal para peças estruturais mais espessas (1,5 - 8,0 mm+). |
| Precisão dimensional | Tolerâncias mais apertadas; mínimo retorno elástico e elevada consistência dos lotes. | Maior variabilidade na espessura e na tensão residual; risco de desvio do furo. |
| Formabilidade | Elevada previsibilidade; ideal para extração profunda (SPCC/DC01) e raios apertados. | Depende do grau; os graus estruturais (Q235) apresentam maiores riscos de fissuração durante a conformação. |
| Ferramentas e manutenção | Menor risco de rebarba; prolonga a vida útil da matriz na estampagem progressiva a alta velocidade. | Maior fricção da superfície e dureza da aresta; aumenta o desgaste e a manutenção da ferramenta. |
| Valor económico | Preço unitário mais elevado, mas custos ocultos mais baixos (retrabalho/acabamento). | Tolerâncias mais apertadas, retorno elástico mínimo e elevada consistência dos lotes. |
Quando o aço HRPO é a escolha certa
Utilização Aço HRPO para peças que partilham estas caraterísticas:
- A função estrutural sobre o acabamento estético (placas de fixação, reforços).
- Calibres de espessura moderada a grossa onde a resistência e a soldabilidade são importantes.
- Os defeitos de superfície são aceitáveis, uma vez que a pintura ou o revestimento em pó os cobrirão.
- A soldadura, a perfuração ou a maquinagem são operações primárias após a estampagem.
Nestes casos, Aço HRPO oferece desempenho a um custo de material mais baixo.
Quando o laminado a frio é a opção mais segura
Especificar o aço laminado a frio quando:
- As peças são visíveis e requerem uma elevada qualidade cosmética ou galvanoplastia.
- Os projectos incluem perfurações densas, padrões de orifícios apertados ou montagem de precisão.
- Os processos envolvem corte a alta velocidade, estampagem profunda ou matrizes progressivas em que o controlo das rebarbas e a vida útil da matriz são essenciais.
A laminagem a frio limita a variabilidade do processo e os custos ocultos a jusante nestas aplicações.
Como redigir um pedido de cotação para estampagem HRPO de baixo risco
Evitar “HRPO 3,0 mm” e substituí-la por critérios de aceitação mensuráveis:
- Grau/equivalente: especificar DD11/DD12/DD13/DD14 ou o equivalente em moinho se for necessário um desenho profundo.
- Espessura e tolerância: por exemplo, 3,0 mm ±0,05 mm; variação máxima entre espirais.
- Janela mecânica: gamas aceitáveis para YS / TS / El (não valores nominais únicos).
- Especificação da superfície: classe de decapagem, corrosão permitida, tipo/quantidade de óleo, objectivos Ra, se relevantes.
- Estado dos bordos: cortados ou cisalhados; altura máxima das rebarbas após o corte.
- Geometria da bobina: ID/OD, limites de peso da bobina.
- Manuseamento e embalagem: película protetora, intercalar, dessecante para um trânsito prolongado.
- Validação: estampagem experimental da primeira bobina e inspeção do primeiro artigo com aceitação assinada.
- Rastreabilidade: IDs de MTC e calor/bobina para cada entrega.
Insista numa bobina de teste e numa aprovação documentada do primeiro artigo antes do lançamento do volume. Este passo evita as surpresas de produção mais comuns.
Guia de decisão - Uma frase para os compradores
- Necessita de aparência, revestimento, precisão e formação previsível → escolha o aço laminado a frio.
- Necessita de resistência, espessura, eficiência de custos e superfície que possa ser pintada → Aço HRPO é uma opção prática - desde que se incluam no contrato as especificações mecânicas, a aceitação da superfície e a validação do ensaio.
Conclusão
Aço HRPO não é “lixo barato” - é um material estrutural de custo optimizado que funciona extremamente bem quando combinado com as peças certas e quando a aquisição controla as especificações. O aço laminado a frio não é um luxo supérfluo; é a opção fiável para programas de estampagem de precisão, cosméticos e de alto rendimento. O comprador profissional não escolhe pelo preço: ele escolhe pelo conjunto de especificações que minimiza a sucata, estabiliza os custos de ferramentas e protege o tempo de produção.
Sobre a Weijunli Steel

A Weijunli Steel é uma fornecedor profissional de aço e parceiro de processamento centrada no fornecimento de aço HRPO por atacado e aço laminado a frio por atacado para as indústrias de estampagem e fabrico. Apoiamos os compradores B2B com uma consistência estável de lote para lote, propriedades mecânicas controladas e uma rastreabilidade fiável das bobinas para reduzir o ajuste das matrizes, os desperdícios e as interrupções da produção.
Para além do fornecimento padrão, oferecemos soluções personalizadas em aço incluindo corte longitudinal, corte à medida, controlo de tolerância de espessura, correspondência de requisitos de superfície e embalagem pronta para exportação. Quer se trate de HRPO para suportes estruturais ou de laminados a frio para peças de precisão, a Weijunli ajuda-o a fixar as especificações numa produção em escala com confiança.
FAQ
Q1: O aço HRPO pode ser utilizado para peças perfuradas de precisão?
A1: Apenas se o tipo de HRPO for uma variante de extração profunda/baixo teor de carbono e o pedido de cotação incluir intervalos mecânicos e de espessura apertados; caso contrário, a laminação a frio é mais segura.
Q2: O aço HRPO pode ser galvanizado?
A2: É possível, mas não é recomendado para o revestimento de alto brilho - as marcas de decapagem e a variabilidade da superfície transparecem frequentemente nos acabamentos revestidos.
Q3: Qual é o melhor para matrizes progressivas e estampagem a alta velocidade?
A3: A laminagem a frio é geralmente melhor devido ao facto de as rebarbas serem menores e o desgaste da matriz ser mais suave.
Q4: Como posso mapear DD11-DD14 para SPCC/DC01?
A4: Não se baseie apenas nos nomes - solicite bandas mecânicas (YS/TS/El) e aceite propriedades equivalentes em vez de um nome de grau.




