








スチールコイルのスリット加工は、マスターコイルをロール成形、プレス加工、製管、その他の下流工程で使用する正確なサイズのストリップに変換します。.
として 卸売鋼材サプライヤー, Weijunli Steelは、最新のラインで実行されるスリッティングの全シークエンスを説明し、重要な技術パラメータを強調し、スリット材を指定する際に調達チームとエンジニアリングチームが使用できる実用的な推奨事項を喜んで提供します。.
スチールコイルのスリットとは?
スチールコイルのスリッティングは、幅の広いスチールコイルを回転刃物で複数の幅の狭いストリップに分割し、巻き戻す縦切断工程である。長さ切断とは異なり、スリッティングは幅の正確さ、エッジの品質、張力制御に重点を置いています。出来上がった鋼帯は、取り扱いが容易で、自動化設備に適しており、特定の最終用途の要件に最適化されている。.
ステップ・バイ・ステップのスリット工程(実践的ワークフロー)
以下は、実際の生産ラインに沿った、産業用スリット作業でよく見られるスチールコイルのスリット作業の流れです。.
1.コイルローディング(アンコイラーローディング)
コイルはクレーンやフォークリフトでアンコイラーに載せられる。.
オペレーターは、内径の適合性を確認し、コイルの向きを確認し、ヒートナンバーとコイルIDを確認しながら、チャックやロッキングリングを使ってコイルを固定し、生産全体のトレーサビリティを維持しなければならない。.
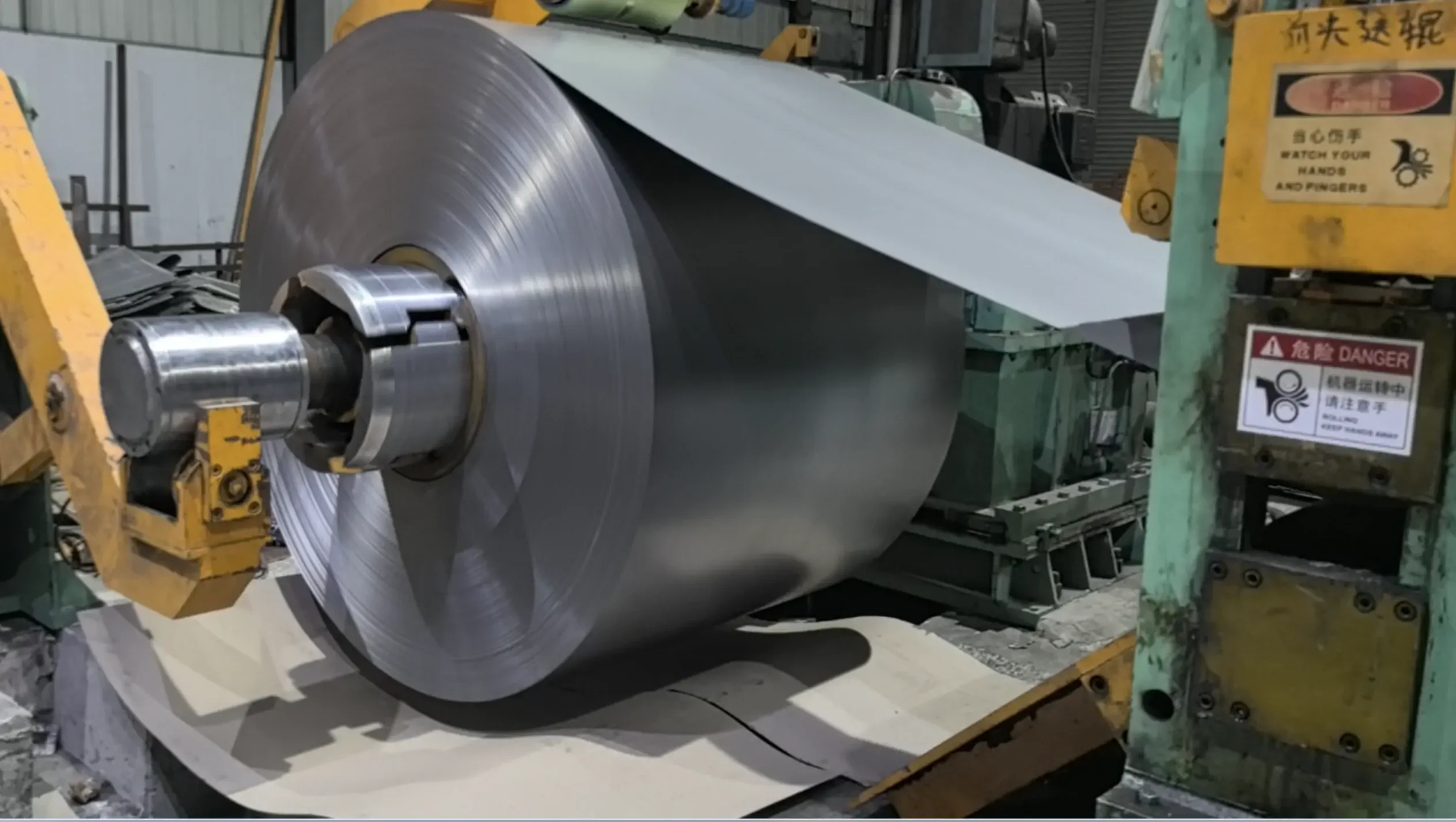
2.巻き戻し
アンコイラーはコイルIDを支えるために拡張し、ストリップはラインに供給される。.
始動時には、ランアウトとコイルの安定性を監視しながら、ライン速度とバックテンションを徐々に増加させ、テレスコープ、エッジ倒れ、急激な弛みを防止する。.
3.スレッディング/リードイン
ストリップヘッドは、手動または自動スレッディングシステムによってラインに導かれる。.
適切なヘッドトリミングと仮止めにより、スムーズなリードインを確保し、最初のかみ合い時にナイフエッジを保護し、ストリップのずれのリスクを低減する。.
4.レベリング/矯正
マルチロールレベラーは、残留コイルセットと内部応力を除去する。.
ロールギャップとレベリング力は、ゲージと材料グレードに応じて調整され、一貫した幅制御と安定したスリット性能をサポートする平坦なストリップを生成します。.

5.スリット
これはスチールコイルのシルト工程に不可欠な部分です。回転式の上刃と下刃が長手方向の切断を行い、最終的なストリップ幅を決定します。.
ナイフの間隔、ブレードのクリアランス、切断速度は、材料の厚さと硬さに基づいて設定され、ブレードの状態と冷却は、バリの高さとエッジの変形を最小限に抑えるために監視されます。.

6.スクラップ巻
トリミングされたスクラップ・エッジは、専用のスクラップ・リールに別々に巻かれる。.
これにより、スクラップが完成ストリップに絡むのを防ぎ、ラインの張力を安定させ、歩留まり分析や工程の最適化のためにスクラップ重量を記録することができる。.
7.張力調整とストリップ分離
スリット後、個々のストリップはテンションロールとセパレーターに導かれる。.
クローズドループ張力制御システムは、均一なストリップ張力を保証し、セパレーターはストリップの接触を防ぎ、表面の傷やトラッキングの問題を軽減します。.

8.リコイリング(巻き終わり)
各鋼帯は、制御されたトルクの下でコイルに巻き取られる。.
巻き取り張力、マンドレル圧力、ラップパターンなどのリコイラーパラメーターは、顧客の内径と外径の要件を満たす、同心円で密に詰まったコイルを製造するために調整されます。.

9.完成コイルのハンドリングとオフライン
完成したコイルは、リコイラーから取り出され、計量され、ラベルが貼られ、出荷準備される。.
最終検査では、コイルの完全性、表面状態、梱包品質を確認し、輸送中の損傷を防ぐために必要に応じて保護フィルムやインターリービングを施す。.
バイヤーが指定しなければならない主な技術パラメーター
スチールコイルのスリッティングで安定した結果を得るためには、バイヤーは明確に定義する必要がある:
- ストリップ幅と公差
- 厚みの均一性とゲージのばらつき
- エッジの状態(バリの高さ、エッジの波の限界)
- キャンバーとフラットネスの要件
- コイル内径、外径、最大コイル重量
- 表面の状態と保護要件
- 包装・表示基準
一般的な欠陥、根本原因、予防
ここでは、スチールコイルのスリット加工を行う際に発生する可能性のある問題を紹介する:
- バリ/ラフエッジ - ナイフの隙間が正しくないか、刃が鈍っている。ナイフのメンテナンスと正しいクリアランス設定によって防ぐ。.
- キャンバー(エッジの曲率) - 不均一な張力や非対称なレベリング。適切なテンションコントロールとレベラーのセットアップによって防ぐ。.
- エッジウェーブ/エッジトリムダメージ - 巻き戻し張力やガイドの損傷。巻上げ張力の制御とガイドのメンテナンスによって防止します。.
- テレスコピック/ルーズコイル - リコイル時の不適切なコイル張力。校正されたトルクコントロールとコアのはめ込みチェックで防ぐ。.
- 表面の傷 - 取り扱い不良、梱包不良、ロール上の異物混入。保護フィルム、きれいなロール表面、慎重な取り扱いで防ぐ。.
サプライヤーのSPC(統計的工程管理)チャートと最初のコイルの受け入れチェックを主張する。.
品質管理とテストの実践
スチールコイルのスリットラインにおける堅牢なQCには、一般的に以下のようなものがある:
- スリット前コイル検査(表面、注油、内径測定)
- ファースト・ストリップ・チェック:幅、厚み、エッジ、キャンバー、リコイリング張力を全走行前に確認する。
- インラインセンサー:エッジトラッキング、張力計、必要に応じてナイフ冷却用熱電対
- 各完成コイルの最終検査と写真記録
- 追跡可能な文書:コイルID、ヒート番号、機械設定、オペレーターのサインオフ
クリティカル・ランの場合は、全量を受け入れる前に、サンプル・カット・パーツと製造トライアルが必要です。.
バイヤーの考慮事項とロジスティクス
スリットされた鋼帯を供給する場合、次のようになる。 卸売鋼材サプライヤー, 私たちは、お客様が技術的な要求と納品効率のバランスを取るお手伝いをします。.
- MOQと歩留まり: スチールコイルのスリットはエッジトリムを発生させます。最小スリット幅を明確にし、コイルレイアウトに基づいた歩留まり見積もりを提供します。.
- リードタイム スリットスケジュールやナイフのセットアップが納期に影響する場合があります。重要なサイズは、安定供給のために事前に計画することができます。.
- 機器の互換性: コイルの内径、外径、重量は、顧客の巻取り装置に合わせて確認される。.
- パッケージング: 塗装済みまたはプレコートストリップには、保護フィルムやインターリービングが用意されている。.
- プロセス能力: 当社のスリット作業は、標準化されたナイフのセットアップと工程内チェックに従い、一貫した幅とエッジの品質を保証します。.
新規プロジェクトの場合、大量供給の前に性能を確認するため、1~2個のコイルで短期間の試運転を行うことを推奨する。.

結論
スチールコイルスリット は、生コイル生産と自動製造の橋渡しをする、一見単純だが技術的に要求の高いプロセスである。OEMやファブリケーターにとって、明確な仕様、早期の検証試験、目標とするサプライヤーの品質要件は、コストのかかる下流工程の中断を防ぎます。RFQや品質契約書に記載することで、これらの工程管理は、スリットストリップが予測可能な歩留まりと表面の完全性をもって、お客様の工程に供給される準備が整ったことを保証します。.
Weijunliスチールについて

というアイデンティティのほかに 卸売鋼材サプライヤー, Weijunli鋼鉄は スチールプロセッサー にも対応しています。工場内には、精密なスチールコイルをスリットするための専用加工ラインを完備。私たちは 鋼材卸売り そして カスタム鋼ソリューション 処理サービスオプション付き.
各工程では、国際的な安全・品質要件に沿った標準化された作業手順に従い、バッチ間で安定した性能を確保しています。経験豊富な技術者が製造と検査を監督することで、一貫した仕様と信頼性の高いデリバリーを維持しています。.
この統合機能により ウェイジュンリー・スチール 多様なアプリケーションを正確にサポートし、お客様から信頼される加工パートナーです。.




