








El corte longitudinal de bobinas de acero convierte las bobinas maestras en tiras de tamaño preciso para el perfilado, el estampado, la fabricación de tubos y otros procesos posteriores.
Como proveedor mayorista de acero, Weijunli Steel se complace en explicar la secuencia completa de corte longitudinal tal y como se realiza en las líneas modernas, destacar los parámetros técnicos críticos y ofrecer recomendaciones prácticas que los equipos de compras e ingeniería pueden utilizar a la hora de especificar el material de corte longitudinal.
¿Qué es el corte longitudinal de bobinas de acero?
El corte longitudinal de bobinas de acero es un proceso de corte longitudinal en el que una bobina de acero ancha se divide en múltiples tiras más estrechas mediante cuchillas giratorias y, a continuación, se vuelve a enrollar. A diferencia de las operaciones de corte a medida, el corte longitudinal se centra en la precisión de la anchura, la calidad de los bordes y el control de la tensión. Las tiras de acero resultantes son más fáciles de manipular, se adaptan mejor a los equipos automatizados y se optimizan para los requisitos específicos del uso final.
Proceso de corte longitudinal paso a paso (flujo de trabajo práctico)
A continuación se muestra el flujo de trabajo completo de corte longitudinal de bobinas de acero, alineado con líneas de producción reales y comúnmente visto en operaciones de corte longitudinal industriales.
1. Carga de la bobina (carga del desenrollador)
La bobina se coloca en el desenrollador mediante grúa o carretilla elevadora.
Los operarios deben verificar la compatibilidad del diámetro interior, confirmar la orientación de la bobina y fijarla mediante mandriles o anillos de bloqueo, al tiempo que comprueban el número de colada y la identificación de la bobina para mantener la trazabilidad durante toda la producción.
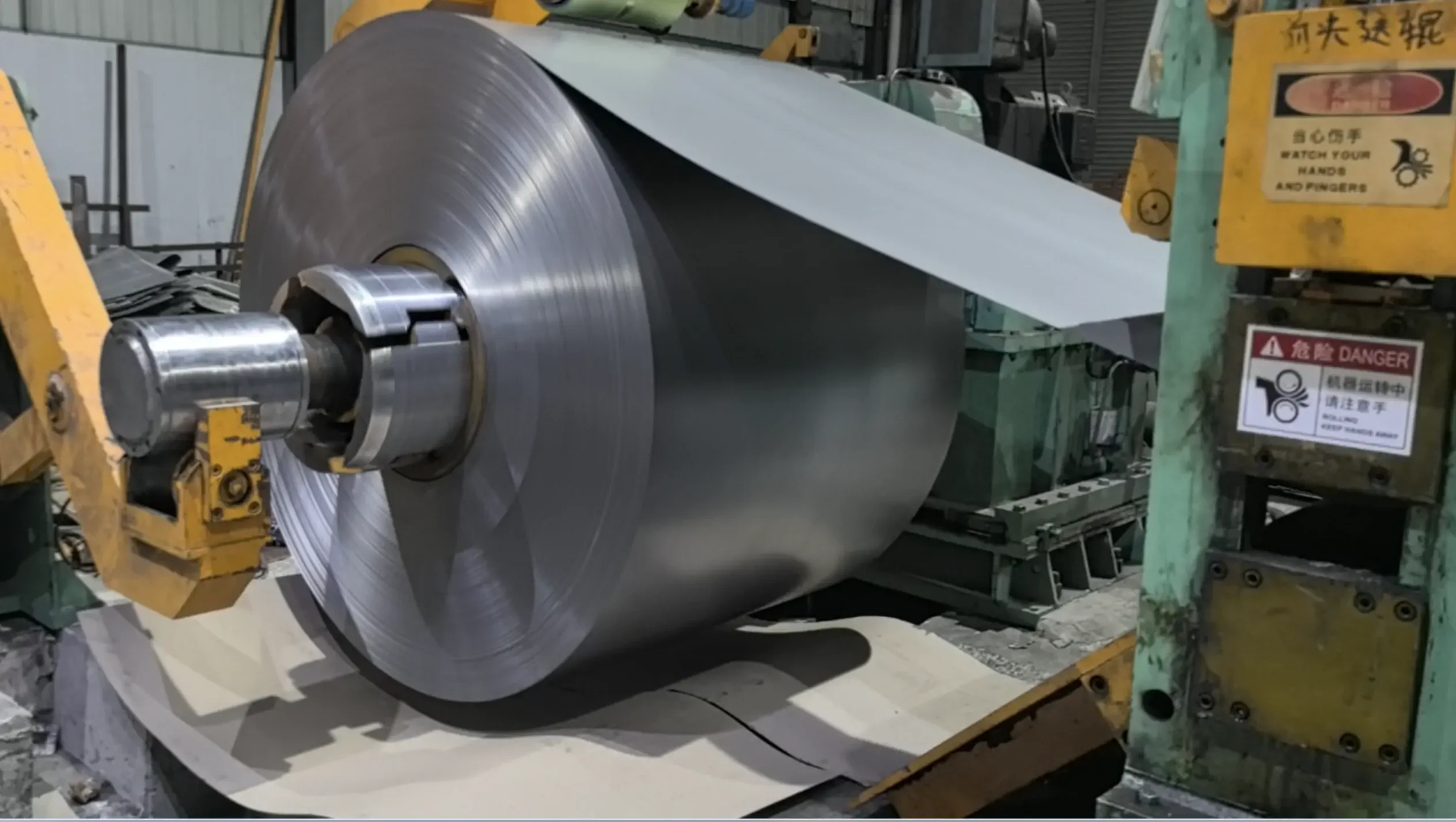
2. Desenrollado
El desenrollador se expande para soportar el ID de la bobina, y la banda se introduce en la línea.
Durante la puesta en marcha, la velocidad de la línea y la tensión de retroceso se incrementan gradualmente mientras se supervisa la desviación y la estabilidad de la bobina para evitar el telescópico, el colapso de los bordes o el aflojamiento repentino.
3. Enhebrado / Entrada
El cabezal de tiras se introduce en la línea manualmente o mediante un sistema automatizado de enhebrado.
El recorte adecuado del cabezal y la fijación temporal garantizan una entrada suave, protegen los bordes de la cuchilla durante el enganche inicial y reducen el riesgo de desalineación de la banda.
4. Nivelación / Enderezado
Un nivelador multibobina elimina la deformación residual de la bobina y las tensiones internas.
Las separaciones entre rodillos y la fuerza de nivelación se ajustan según el calibre y el grado del material, produciendo una banda plana que permite un control de anchura constante y un rendimiento de corte estable.

5. Corte
Es la parte esencial del proceso de ensilado de bobinas de acero. Las cuchillas giratorias superior e inferior realizan los cortes longitudinales que definen la anchura final de la banda.
La separación entre cuchillas, la holgura de la cuchilla y la velocidad de corte se ajustan en función del grosor y la dureza del material, mientras que el estado y la refrigeración de la cuchilla se supervisan para minimizar la altura de las rebabas y la deformación del filo.

6. Bobinado de chatarra
Los bordes de recorte se enrollan por separado en bobinas específicas para recortes.
Esto evita que los desechos se enreden con las tiras acabadas, estabiliza la tensión de la línea y permite registrar el peso de los desechos para analizar el rendimiento y optimizar el proceso.
7. Tensado y separación de bandas
Tras el corte, las tiras individuales se guían a través de rodillos tensores y separadores.
Los sistemas de control de tensión de bucle cerrado garantizan una tensión uniforme de la banda, mientras que los separadores evitan el contacto de la banda y reducen el riesgo de arañazos en la superficie o problemas de seguimiento.

8. Enrollado (Enrollado final)
Cada tira de acero se rebobina en una bobina acabada con un par de apriete controlado.
Los parámetros del rebobinador, como la tensión de bobinado, la presión del mandril y el patrón de envoltura, se ajustan para producir bobinas concéntricas y apretadas que cumplan los requisitos de diámetro interior y exterior del cliente.

9. Manipulación de bobinas acabadas y fuera de línea
Las bobinas acabadas se retiran de la bobinadora, se pesan, se etiquetan y se preparan para su envío.
La inspección final confirma la integridad de la bobina, el estado de la superficie y la calidad del embalaje, con películas protectoras o intercalados aplicados según sea necesario para evitar daños durante el transporte.
Parámetros técnicos clave que deben especificar los compradores
Para garantizar resultados uniformes en el corte longitudinal de bobinas de acero, los compradores deben definir claramente:
- Ancho de banda y tolerancia
- Consistencia del espesor y variación del calibre
- Estado de los bordes (altura de las rebabas, límites de las ondas de los bordes)
- Requisitos de inclinación y planitud
- ID, OD y peso máximo de la bobina
- Estado de la superficie y requisitos de protección
- Normas de envasado y etiquetado
Defectos comunes, causas y prevención
Estos son los problemas que pueden surgir al cortar bobinas de acero:
- Rebabas / borde áspero - separación incorrecta de las cuchillas o cuchillas desafiladas. Prevenga mediante el mantenimiento de las cuchillas y el ajuste correcto de la separación.
- Camber (curvatura del borde) - Tensión desigual o nivelación asimétrica. Prevenga mediante un control de tensión y una configuración de la niveladora adecuados.
- Ondas en los bordes / daños en los bordes - tensión de bobinado o guías dañadas. Prevenir mediante el control de la tensión de bobinado y el mantenimiento de las guías.
- Bobinas telescópicas / sueltas - tensión inadecuada de la bobina durante el retroceso. Prevenir con control de par calibrado y comprobaciones de ajuste del núcleo.
- Arañazos superficiales - mala manipulación, embalaje defectuoso o restos extraños en los rollos. Prevenga con películas protectoras, superficies limpias de los rollos y una manipulación cuidadosa.
Insista en los gráficos SPC (control estadístico de procesos) del proveedor y en las comprobaciones de aceptación de la primera bobina.
Prácticas de control de calidad y pruebas
Un control de calidad sólido durante las líneas de corte longitudinal de bobinas de acero suele incluir:
- Inspección de bobinas previa a la hendidura (superficie, lubricación, medición del diámetro interior)
- Comprobación de la primera banda: verificar la anchura, el grosor, el borde, el camber y la tensión de retroceso antes de la carrera completa.
- Sensores en línea: seguimiento de bordes, medidores de tensión, termopares para refrigeración de cuchillas, si procede
- Inspección final y registros fotográficos de cada bobina acabada
- Documentación rastreable: identificación de la bobina, número de colada, ajuste de la máquina y firma del operario.
Para tiradas críticas, se requieren piezas cortadas de muestra y pruebas de producción antes de la aceptación del volumen total.
Consideraciones del comprador y logística
Al suministrar flejes de acero cortados, como proveedor mayorista de acero, ayudamos a los clientes a equilibrar los requisitos técnicos con la eficacia de las entregas.
- MOQ y rendimiento: El corte de bobinas de acero genera recortes de bordes. Aclaramos las anchuras mínimas de corte y proporcionamos estimaciones de rendimiento basadas en la disposición de la bobina.
- Plazo de entrega: Los horarios de corte y la preparación de las cuchillas pueden afectar a la entrega. Los tamaños críticos pueden planificarse con antelación para garantizar un suministro estable.
- Compatibilidad de equipos: El diámetro interior, el diámetro exterior y el peso de la bobina se confirman para que coincidan con el equipo de desenrollado del cliente.
- Embalaje: Las bandas pintadas o prerrevestidas disponen de película protectora o intercalación; para envíos a larga distancia puede añadirse protección contra la humedad.
- Capacidad de proceso: Nuestras operaciones de corte longitudinal siguen una configuración estandarizada de las cuchillas y comprobaciones durante el proceso para garantizar una anchura y una calidad del canto uniformes.
En proyectos nuevos, se recomienda realizar una breve prueba con una o dos bobinas para verificar el rendimiento antes de suministrar grandes cantidades.

Conclusión
Corte de bobinas de acero es un proceso aparentemente sencillo pero técnicamente exigente que sirve de puente entre la producción de bobinas en bruto y la fabricación automatizada. Para los fabricantes y los fabricantes de equipos originales, unas especificaciones claras, unas pruebas de validación tempranas y unos requisitos de calidad específicos para los proveedores evitan costosas interrupciones. Cuando se incluyen en las peticiones de oferta y en los acuerdos de calidad, estos controles del proceso garantizan que las tiras cortadas lleguen listas para alimentar sus operaciones con un rendimiento y una integridad superficial predecibles.
Acerca de Weijunli Steel

Además de la identidad de un proveedor mayorista de acero, Weijunli Steel es una procesadora de acero también. Nuestra fábrica está equipada con líneas de procesamiento específicas para el corte preciso de bobinas de acero. Podemos suministrar suministro de acero al por mayor y soluciones de acero a medida con opciones de servicio de procesamiento.
Cada etapa sigue procedimientos operativos estandarizados que se ajustan a los requisitos internacionales de seguridad y calidad, garantizando un rendimiento estable en todos los lotes. Con técnicos experimentados que supervisan la producción y la inspección, mantenemos especificaciones coherentes y entregas fiables.
Esta capacidad integrada permite Acero Weijunli para dar soporte a diversas aplicaciones con precisión, lo que nos convierte en un socio de procesamiento en el que los clientes pueden confiar.




