








La selección de la bobina de acero adecuada tiene un impacto directo y medible en la calidad, el rendimiento y la capacidad de funcionamiento del producto. fleje de acero que alimenta a los procesos posteriores. Una mala elección de la bobina puede producir rebabas excesivas, combadura, anchuras de corte incoherentes y desechos inesperados, todo lo cual aumenta los costes y perturba la producción.
En esta guía, Acero Weijunli, a principal proveedor de acero, guiará a los equipos de compras e ingeniería a través de los criterios técnicos y comerciales que son importantes a la hora de comprar bobinas destinadas a ser cortadas en tiras.
Comprender primero el proceso de corte
El corte longitudinal es un corte longitudinal: una bobina matriz ancha se divide en múltiples tiras más estrechas mediante cuchillas giratorias y, a continuación, se vuelve a enrollar. A diferencia del corte transversal, el corte longitudinal impone tensiones únicas al material (contacto de las cuchillas, cizallamiento localizado, tensión diferencial entre las tiras). Algunas bobinas toleran estas tensiones mejor que otras; elegir la bobina equivocada aumenta los defectos en los bordes, la curvatura y la formación de rebabas.
Tipo de acero base: Material adaptado a la aplicación
Los distintos sustratos se comportan de forma diferente durante el proceso de corte longitudinal de la banda de acero, y al final se utilizan:
- Acero laminado en frío (CR): El mejor acabado superficial y las tolerancias más estrictas. Preferido para precisión fleje de acero utilizado en estampación, paneles de electrodomésticos y aplicaciones prepintadas.
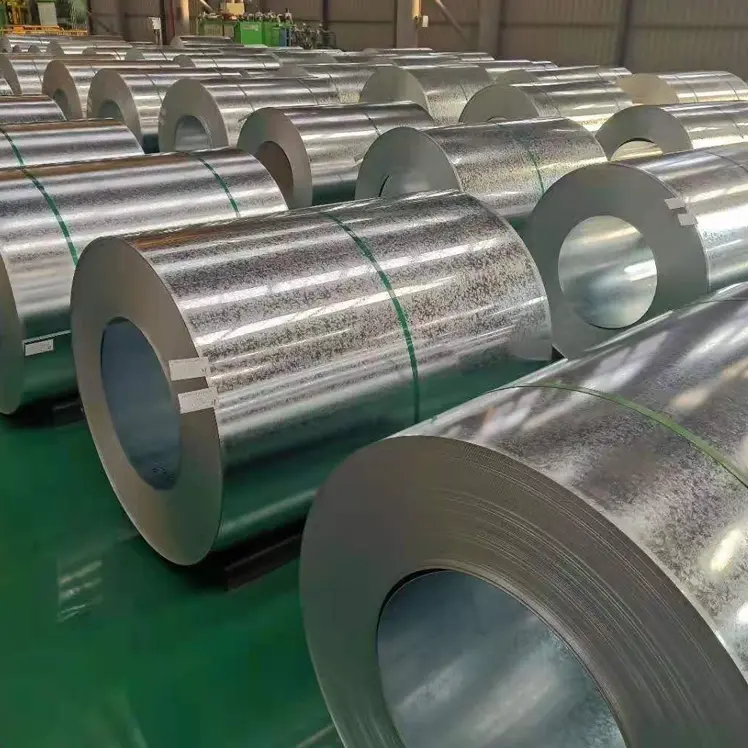
- Galvanizado (GI): Añade protección contra la corrosión pero requiere prestar atención al peso del recubrimiento y al comportamiento del filo (el zinc puede mancharse) y vigilar la “acumulación de zinc” en las cuchillas para evitar desviaciones de la separación durante tiradas largas. Útil cuando se necesita protección contra el óxido sin pintar.
- Galvalume / revestido de Al-Zn (GL): Ofrece una resistencia a la corrosión y una reflectividad térmica superiores; el corte requiere un control cuidadoso porque la fragilidad del revestimiento puede afectar a la calidad del borde y provocar microfisuras en la zona de cizallamiento.
- Laminado en caliente decapado y aceitado (HRPO): Rentable para tiras más pesadas pero conlleva una tolerancia de espesor más amplia y más tensión residual.
Elija el tipo de base en función de los requisitos posteriores: los paneles cosméticos exigen CR; las bandas estructurales o de protección pueden utilizar GI/GL o HRPO.
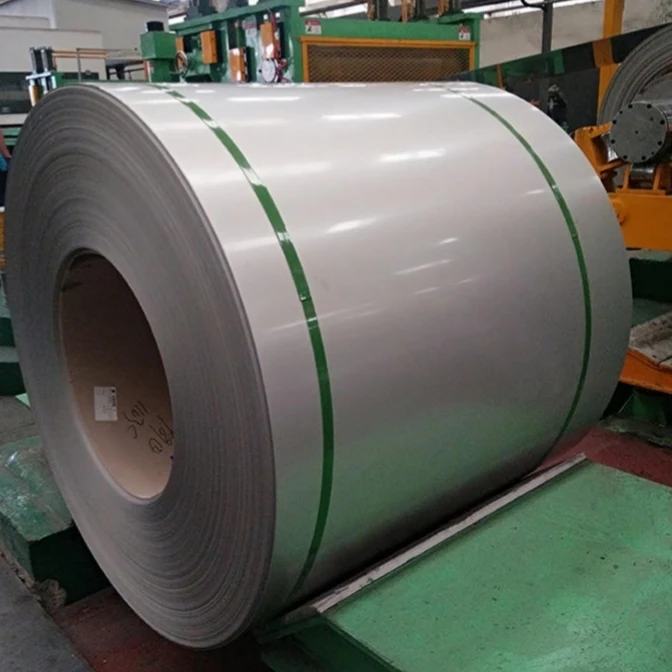
Bobina de acero laminado en frío
Bobina de acero Gavalume

Bobina de acero laminada en caliente decapada y aceitada
Planificación de grosores, anchuras y tolerancias
La precisión en el grosor y la anchura no es negociable para muchas líneas de producción:
- Consistencia del grosor a través de la bobina reduce la variación del springback y ayuda a mantener la forma del borde después del corte. Especifique la variación máxima entre bobinas que puede aceptar (por ejemplo, ±0,02 mm).
- Anchura de la bobina matriz frente a la anchura final de la banda: Planifique el anidado de modo que la pérdida de recorte sea mínima. La anchura de los padres debe permitir una disposición óptima de las tiras sin un exceso de recorte sobrante.
- Apilamiento de tolerancias: Considere cómo se suman la tolerancia de la bobina, la tolerancia de corte y las tolerancias de conformado posteriores. Solicite tolerancias claras para la bobina matriz y la banda de destino.
La anchura mínima de corte práctica depende del equipo y del material; verifíquelo con su proveedor de cortadoras antes de pedir las bobinas.
Propiedades mecánicas y rendimiento de corte
La resistencia, ductilidad y dureza del material influyen en la calidad del filo y el desgaste de la herramienta:
- Límite elástico y resistencia a la tracción: Una mayor resistencia aumenta la fuerza de corte y el desgaste de la cuchilla; las bobinas de muy alta resistencia pueden requerir materiales de cuchilla especiales o velocidades más lentas.
- Elongación: Un alargamiento bajo puede provocar grietas en los bordes durante el doblado o el conformado; para bandas de embutición profunda o laminado, elija calidades de mayor conductividad.
- Dureza: Los materiales más duros aumentan el desgaste de la cuchilla y pueden producir rebabas levantadas; planifique los intervalos de mantenimiento en consecuencia.
Adapte el perfil mecánico de la bobina al proceso de conformado previsto para evitar sorpresas.
Estado de la superficie y materiales recubiertos
El estado de la superficie afecta al comportamiento del corte longitudinal y al aspecto final de la banda de acero:
- Acabado superficial: Los acabados brillantes / pasados por la piel / mates tienen diferentes características de lubricación y abrasión. Las aplicaciones decorativas requieren superficies más limpias con defectos mínimos.
- Peso y uniformidad del revestimiento (GI/GL): Los revestimientos no uniformes provocan un cizallamiento inconsistente durante el corte y un aspecto variable de los bordes. Solicite siempre los datos de masa de revestimiento (g/m²).
- Bobinas prepintadas o preimpresas: Si corta material prepintado, la película protectora, la envoltura y el utillaje son esenciales para evitar arañazos y desconchones en los bordes.
Especifique si necesita película protectora, intercalado o limpieza especial antes del corte.

Geometría y manejo de la bobina
Las dimensiones y la geometría de la bobina deben coincidir tanto con el equipo de corte longitudinal como con su línea descendente:
- Diámetro interior (DI) y diámetro exterior (DE): Afectan al ajuste del desenrollador y al acoplamiento del mandril. Los desajustes pueden causar telescopaje o excentricidad.
- Peso de la bobina: Asegúrese de que su enrollador/desenrollador y su equipo de manipulación pueden gestionar la masa de la bobina de forma segura.
- Juego de camber y coil: Una curvatura excesiva provoca el desplazamiento de la banda; inspeccione las bobinas madre para comprobar los límites de curvatura aceptables para su proceso.
Confirme las especificaciones de la bobina en el pedido y pida a los proveedores que comprueben la geometría de la bobina antes del envío.
Expectativas de calidad del canto después del corte
Sea explícito sobre las condiciones de borde aceptables:
- Altura de la rebaba: Defina la rebaba máxima admisible como <10% del grosor del material (por ejemplo, <0,1 mm para banda de 1 mm).
- Vuelco y fractura de bordes: Algunas operaciones de conformado son sensibles al vuelco. Indique los requisitos de borde específicos de la aplicación en los pliegos de condiciones.
- Planificación de la pérdida de peso: Pedir a los proveedores que presenten una estimación de desechos de recorte por disposición de bobina.
Unas especificaciones claras de los bordes reducen las repeticiones y ayudan a los proveedores a ajustar adecuadamente las separaciones y velocidades de las cuchillas.
Selección de bobinas accionadas para uso final
Deje que el uso previsto determine la elección de la bobina:
- Estampación / embutición profunda: Dar prioridad a las bobinas laminadas en frío DDQ/EDQ con alta conformabilidad y bajo contenido de inclusión.
- Perfilado: El grosor estable y la baja inclinación son fundamentales; el laminado en frío de resistencia media o el HRPO pueden ser suficientes en función de la carga.
- Piezas soldadas / tubulares: Tenga en cuenta la limpieza de la bobina y la metalurgia de los bordes para obtener soldaduras fiables.
Trabajar con ingeniería para asignar los requisitos de uso final a los atributos de la bobina antes de la RFQ.

Capacidad del proveedor, control de calidad y documentación
Un proveedor técnicamente capacitado reduce el riesgo:
- Consistencia de la fuente del molino: Prefiera proveedores que puedan comprometerse a lotes de molienda consistentes o a calores trazables.
- Experiencia en corte longitudinal y utillaje: Verifique los materiales de sus cuchillas, los procedimientos de cambio de cuchillas y la cadencia de mantenimiento.
- SPC y trazabilidad: Exija gráficos SPC de muestra, informes de la primera bobina e identificaciones de calor/bobina con cada entrega.
- Pruebas: Solicite MTC, informes de masa de revestimiento y fotos previas al envío para los primeros pedidos.
Estos controles garantizan que fleje de acero que llega a su línea se comporta de forma predecible.
Coste, rendimiento y compensaciones comerciales
Equilibrar el precio por tonelada con la producción útil:
- Los restos de recorte reducen el rendimiento útil; negociar precios con hipótesis realistas de rendimiento neto.
- MOQ y programación: Los anchos pequeños a medida aumentan el coste de preparación; agrupe tamaños similares para reducir el coste.
- Coste total de propiedad: Las bobinas más baratas que provocan tiempos de inactividad o retrabajos no suelen ser rentables.
Solicite a los proveedores simulaciones de rendimiento y comparaciones de costes totales para las opciones de bobinas candidatas.
Conclusión
Elegir la bobina adecuada para el corte longitudinal es una decisión multidisciplinar que combina la ciencia de los materiales, la compatibilidad de los equipos y la planificación comercial. Empiece por el uso final, defina criterios de aceptación mensurables (grosor, borde, curvatura) y trabaje con proveedores que aporten documentación trazable y experiencia demostrada en el corte longitudinal. Hacer esto transforma fleje de acero de un ejercicio de precios a una estrategia de suministro predecible que protege el tiempo de actividad de la producción y reduce el coste total.
Acerca de Weijunli Steel

Weijunli Steel es una principal proveedor y transformador de acero, centrado en suministro al por mayor de bobinas, flejes, chapas y placas de acero y entregando soluciones de acero a medida para aplicaciones industriales y de construcción.
Como socio mayorista de fleje de acero directo de fábrica, trabajamos con arreglo a normas de seguridad y producción reconocidas internacionalmente para garantizar una calidad estable y una producción constante. Nuestra capacidad de procesamiento permite adaptar las especificaciones, revestimientos y acabados a los requisitos prácticos del proyecto, lo que nos convierte en una opción fiable para el suministro a largo plazo.




