








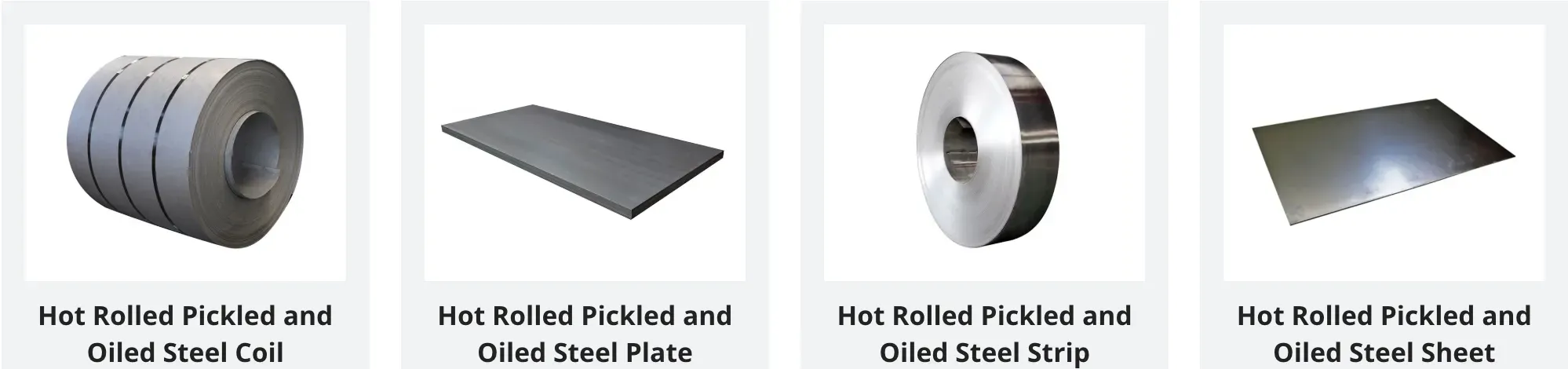
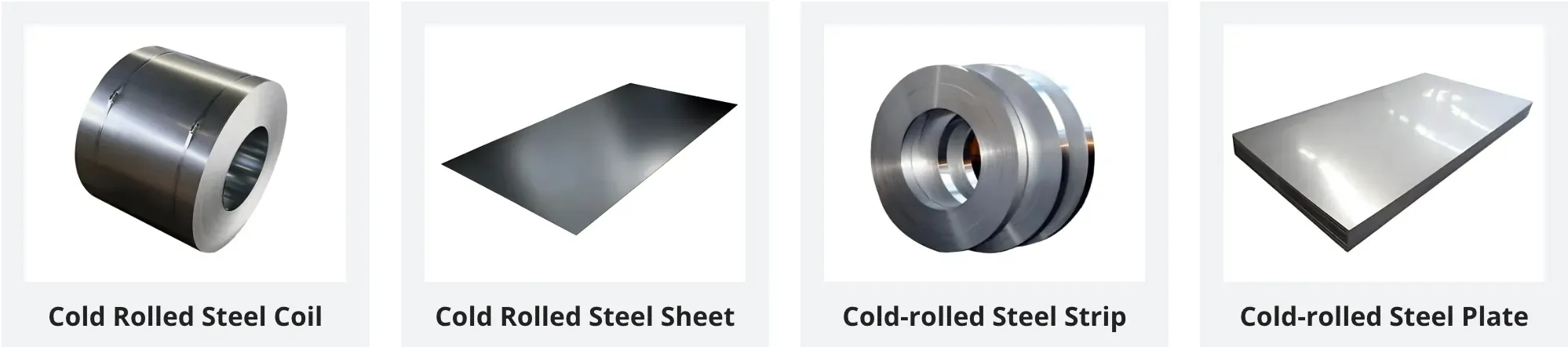
La selección no es una mera casilla técnica; es una decisión estratégica que define la integridad de su línea de producción. Acero HRPO (laminado en caliente, decapado y aceitado) y el acero laminado en frío tienen ventajas evidentes, pero se adaptan a perfiles de pieza y estrategias de producción muy diferentes en la estampación de herrajes.
En este artículo, Weijunli Steel, una principal proveedor y transformador de acero, ofrece a los equipos de compras e ingeniería un marco de decisión práctico para que puedan especificar el material correcto, evitar costosos fallos sobre el terreno y redactar peticiones de oferta que protejan realmente la producción.
Respuesta rápida: ¿Puede utilizarse acero HRPO para estampación?
Sí.
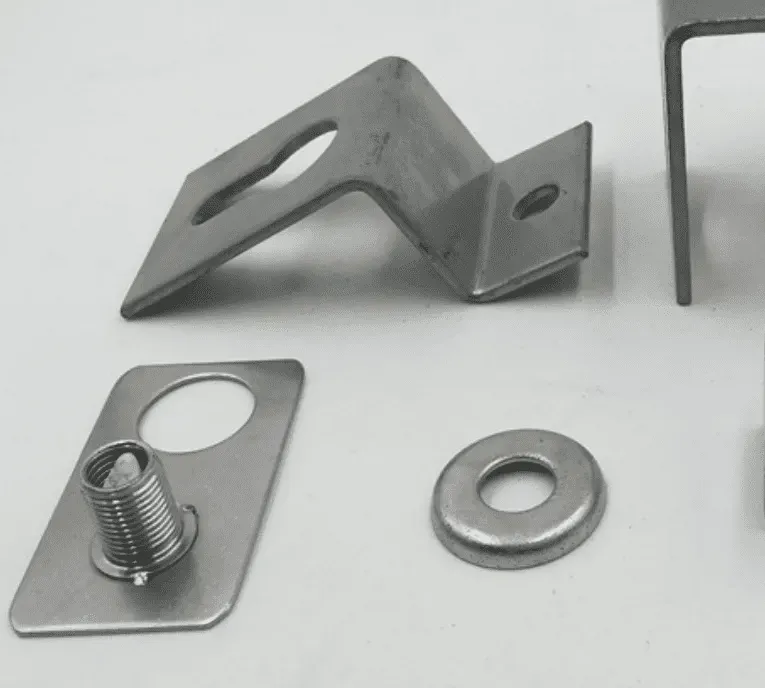
Acero HRPO es perfectamente utilizable para muchas piezas de ferretería estampadas. Es especialmente rentable para componentes estructurales de grosor medio, como soportes U/L, placas de montaje, clips de refuerzo y otras piezas que priorizan la resistencia y la soldabilidad sobre el acabado estético (calibres típicos ~2,0-6,0 mm). Sin embargo, si su pieza requiere perforaciones densas, tolerancias de montaje ajustadas, embutición profunda de un solo golpe o galvanoplastia de alto brillo, el acero laminado en frío es la opción más segura.
Elección entre acero HRPO y acero laminado en frío
Los fallos en la estampación de hardware suelen tener el mismo aspecto en el taller: grietas en los radios, excesiva recuperación elástica, rebabas sobredimensionadas, mala adherencia de la pintura o el metalizado, y lotes enteros rechazados porque una variación en la bobina aguas arriba rompió un troquel validado. Entre los errores más comunes en las compras se encuentra la emisión de peticiones de oferta del tipo “SPCC 1,0 mm” o “HRPO 3,0 mm”, demasiado poco detalladas.
La selección correcta no es una compra de productos básicos; es una decisión de proceso ligada a la severidad del conformado, las necesidades de acabado superficial y el coste total de propiedad.
Diferencias fundamentales para los compradores
Calidad de la superficie y riesgo de chapado
El acero laminado en frío tiene una superficie más fina y uniforme (Ra más bajo) y mejor planitud, por lo que es la opción por defecto para piezas chapadas o muy visibles. Acero HRPO está decapado al ácido y aceitado, por lo que es más limpio que el acero negro laminado en caliente, pero aún puede mostrar marcas de lavado al ácido, micro-pits, o aceite desigual. Si desea acabados cromados o de espejo, opte por el laminado en frío.
Gama de espesores y rentabilidad
En el laminado en frío predominan los calibres finos (≈0,3-3,0 mm). Acero HRPO suele cubrir rangos más gruesos (≈1,5-8,0 mm y superiores) con un mejor coste por pieza funcional. Para soportes gruesos, placas de refuerzo y conjuntos soldados, Acero HRPO suele ofrecer el mejor equilibrio entre prestaciones y precio.
Planitud, estabilidad dimensional y consistencia de los lotes
Los procesos de laminado en frío producen tolerancias de espesor más ajustadas y una geometría superior de la chapa, lo que reduce la recuperación elástica y la desviación de la posición de los orificios. Acero HRPO pueden mostrar una mayor variabilidad entre placas y tensiones residuales, un factor crítico si los huecos de montaje son pequeños o las tolerancias de los orificios son estrictas.
Formabilidad y riesgo de agrietamiento (se trata del grado, no de reglas generales)
Algunos Acero HRPO están disponibles en equivalentes de embutición profunda (equivalentes DD11-DD14) y pueden conformarse bien. Pero las calidades HRPO estructurales habituales (familia Q235/SS400) tienen un alargamiento más variable y un mayor riesgo de agrietamiento. Las calidades de embutición profunda laminadas en frío (variantes SPCC/DC01) ofrecen una ventana de conformado más predecible para embuticiones de un solo golpe y radios estrechos.
Control de rebabas y desgaste de herramientas
Porque Acero HRPO puede ser más duro y tener un comportamiento más áspero en los bordes después del corte, el desgaste de las herramientas y el tamaño de las rebabas pueden aumentar, lo que se traduce en un mayor mantenimiento de las matrices. Para matrices progresivas de alta velocidad y estampación continua, el laminado en frío suele reducir los costes ocultos de utillaje.
Coste total frente a coste oculto
Por tonelada, el acero HRPO suele ser más barato, pero la verdadera métrica es el coste por pieza: la chatarra, el retrabajo, la vida útil de la matriz y los gastos de acabado pueden hacer que un material aparentemente más barato resulte más caro en la práctica. Calcule siempre el coste total de propiedad por pieza, no sólo el precio unitario del material.
Resumen
| Característica / Parámetro | Acero laminado en frío (CR) | Acero HRPO (laminado en caliente, decapado y aceitado) |
| Calidad de la superficie | Suavidad superior (Low Ra); por defecto para acabados de cromo o espejo. | Decapado al ácido; puede presentar microperforaciones o marcas de lavado; inadecuado para el chapado espejo. |
| Gama de espesores | Optimizado para calibres finos (0,3 - 3,0 mm). | Mejor para piezas estructurales más gruesas (1,5 - 8,0 mm+). |
| Precisión dimensional | Tolerancias más estrictas; springback mínimo y alta consistencia de lote. | Mayor variabilidad del espesor y de la tensión residual; riesgo de desviación del agujero. |
| Formabilidad | Alta previsibilidad; ideal para embutición profunda (SPCC/DC01) y radios estrechos. | Depende del grado; los grados estructurales (Q235) conllevan mayores riesgos de agrietamiento durante el conformado. |
| Herramientas y mantenimiento | Menor riesgo de rebabas; prolonga la vida útil de la matriz en estampación progresiva de alta velocidad. | Mayor fricción superficial y dureza del filo; aumenta el desgaste de la herramienta y el mantenimiento. |
| Valor económico | Mayor precio unitario, pero menores costes ocultos (reprocesado/acabado). | Tolerancias más estrictas, retroceso elástico mínimo y alta consistencia de los lotes. |
Cuando el acero HRPO es la elección correcta
Utilice Acero HRPO para piezas que compartan estos rasgos:
- Función estructural por encima del acabado estético (placas de montaje, refuerzos).
- Calibres de espesor moderado a grueso en los que la resistencia y la soldabilidad son importantes.
- Los defectos superficiales son aceptables porque el recubrimiento en polvo o la pintura los cubrirán.
- La soldadura, el taladrado o el mecanizado son operaciones primarias tras el estampado.
En estos casos, Acero HRPO ofrece prestaciones con un menor coste de material.
Cuando el laminado en frío es la opción más segura
Especifique acero laminado en frío cuando:
- Las piezas son visibles y requieren una alta calidad cosmética o galvanoplastia.
- Los diseños incluyen perforaciones densas, patrones de agujeros estrechos o montaje de precisión.
- Los procesos incluyen el troquelado de alta velocidad, la embutición profunda o las matrices progresivas, en los que el control de las rebabas y la vida útil de la matriz son esenciales.
El laminado en frío limita la variabilidad del proceso y los costes ocultos posteriores en estas aplicaciones.
Cómo redactar una petición de oferta para la estampación HRPO de bajo riesgo
Evite “HRPO 3,0 mm” y sustitúyalo por criterios de aceptación mensurables:
- Grado/equivalente: especificar DD11/DD12/DD13/DD14 o el equivalente en laminador si se requiere embutición profunda.
- Espesor y tolerancia: por ejemplo, 3,0 mm ±0,05 mm; variación máxima entre bobinas.
- Ventana mecánica: rangos aceptables para YS / TS / El (no valores nominales únicos).
- Especificación de superficie: clase de decapado, picaduras permitidas, tipo/cantidad de aceite, objetivos Ra si procede.
- Estado de los bordes: cortada o cizallada; altura máxima de la rebaba después del corte.
- Geometría de la bobina: ID/OD, límites de peso de la bobina.
- Manipulación y embalaje: película protectora, interleave, desecante para un largo tránsito.
- Validación: estampado de prueba de la primera bobina e inspección del primer artículo con aceptación firmada.
- Trazabilidad: MTC e ID de calor/bobina para cada entrega.
Insista en una bobina de prueba y en la aprobación documentada del primer artículo antes de lanzarlo al mercado. Este paso evita las sorpresas de producción más habituales.
Guía de decisiones - Una frase para los compradores
- Necesita aspecto, chapado, precisión y conformado predecible → elija acero laminado en frío.
- Necesidad de resistencia, grosor, rentabilidad y superficie que se pueda pintar → Acero HRPO es una opción práctica, siempre que se incluyan en el contrato las especificaciones mecánicas, la aceptación de la superficie y la validación de las pruebas.
Conclusión
Acero HRPO no es “chatarra barata”: es un material estructural de coste optimizado que funciona muy bien cuando se combina con las piezas adecuadas y cuando el aprovisionamiento controla las especificaciones. El acero laminado en frío no es un lujo inútil; es la opción fiable para programas de estampación de precisión, estéticos y de alto rendimiento. El comprador profesional no elige por precio: elige por el conjunto de especificaciones que minimiza la chatarra, estabiliza los costes de utillaje y protege el tiempo productivo.
Acerca de Weijunli Steel

Weijunli Steel es una proveedor profesional de acero y socio de transformación centrada en suministrar venta al por mayor de acero HRPO y venta al por mayor de acero laminado en frío para las industrias de estampación y fabricación. Apoyamos a los compradores B2B con una consistencia estable lote a lote, propiedades mecánicas controladas y una trazabilidad fiable de las bobinas para reducir el ajuste de matrices, los desechos y las interrupciones de la producción.
Además del suministro estándar, ofrecemos soluciones de acero a medida incluyendo corte longitudinal, corte a medida, control de tolerancia de espesor, adaptación de requisitos de superficie y embalaje listo para la exportación. Tanto si se abastece de HRPO para soportes estructurales como de laminado en frío para piezas de precisión, Weijunli le ayuda a fijar las especificaciones en la producción a escala con confianza.
PREGUNTAS FRECUENTES
P1: ¿Puede utilizarse el acero HRPO para piezas punzonadas de precisión?
A1: Sólo si el grado HRPO es una variante de embutición profunda/bajo contenido en carbono y la petición de oferta bloquea rangos mecánicos y de espesor ajustados; de lo contrario, el laminado en frío es más seguro.
P2: ¿Se puede galvanizar el acero HRPO?
A2: Es posible, pero no se recomienda para el chapado de alto brillo, ya que las marcas de decapado y la variabilidad de la superficie suelen aparecer en los acabados chapados.
P3: ¿Cuál es mejor para matrices progresivas y estampación de alta velocidad?
A3: El laminado en frío suele ser mejor porque tiene menos rebabas y el desgaste de la matriz es menor.
P4: ¿Cómo asigno DD11-DD14 a SPCC/DC01?
A4: No se fíe sólo de los nombres: solicite bandas mecánicas (YS/TS/El) y acepte propiedades equivalentes en lugar de un nombre de grado.




